SMA�r��·��ʩ��
�r�g��2013��01��23�� ������]Փ�� �Δ���
����[ժҪ] ���Ŀ��Y�ˏV�|�ɗl���ٹ�·SMA�r��·���ʩ�����, ����Փ����SMA�r��·��ʩ����ˇ�^�̵��|�����ƴ�ʩ, �ɹ���ƹ��̅���.
����[�P���~] SMA �r��·�� ��ˇ����
����Abstract: This paper summarizes the experience of Guangdong two highway SMA asphalt pavement construction, discussed focused on the SMA asphalt pavement construction process, quality control measures, reference for similar projects.
����Key Words: SMA; asphalt pavement; process control
�����ЈD���̖�� U416.217 �īI���R�a��A ���¾�̖��
����1 ǰ��
�����V�|���_���ٹ�·���ڶ���ͬ�κ͏V�|���_�ĔU������LM-02��ͬ��·��Ŀ�������OӋ��SMAһ13�r���������
����SMA�ǽ�������F��һ�N����עĿ�����͞r�����ϣ����䃞���ĸߜط����ԡ��͜ؿ����Լ��������롢���ϻ������ܶ������Pע���r�ଔ��֬��ʯ�����(���QSMA) ��һ�N�ɞr��Y���ϡ��w�S���������V�ۼ����������ϽM�ɵĬ���֬������^��ּ����g϶�е��g�༉������.����SMA����Ͼ��дּ��϶ࡢ�V�۶ࡢ�r��ࡢ�������ٵ�"����һ��"���c, �Q����SMA �������ԭ�����x����ϱ��OӋ��ʩ����ˇ���Ʒ�����һЩ��ͬ����ͨ�r�����ϵ����c��
�����鱣�Cʩ���ĿSMA �r�������·����|��, �����Ϟ�C��ɰ, �ּ��ϲ��÷�������C�ӹ����x�G�r��ʯ);������ϱ�(��ʯ��6.0 % , �w�S����������0.3% );����ʩ����ˇ�^��(��͡��\ݔ����䁡��������ӿp̎����) ���|������,�ɹ������SMA�r�������·�濹����ӵ�ʩ�������棬�҂��ؽ�B�ɂ��ĿSMA�r�������·�濹�����ʩ����ˇ�^�̵��|�����ƴ�ʩ��
����2 ʩ����ˇ�^�̵��|������
����2. 1 ���
����2. 1.1 �O���x��
�����鱣�CSMA�r��·���B�m���, ���Ŀ����O���x��40000���gЪʽ�����ʞr���͙C(320t/h ) , ���ς}6��, ���ς}200t������в�����ϱȡ�ʩ���ضȵ��Ԅәz�y��ӛ��O�䡣��ӺY�ĺY�׳ߴ����SMAһ13���������x��3mm��6mm��12mm��16mm��4�NҎ���w�SͶ�Ų��Ì������әCͶ�Ŵ_����ɢ�����ԡ�
����2. 1.2 �O��z��
����ʩ��ǰ��회���͙C����Ӌ���O���M�И˶����_����P����ϵĜضȡ����䡢��ʯ�ȵķ����ԣ�����U�Ϯa����ÿ�ΰ���ǰ����ӺY������~Ƭ�M�Йz�飬���ПoÓ�䡢�Ɠp����λ���ʵ�
������r�l������ֹ���ϡ���ͻ�ضȲ����Լ����������Ϯa�����l�F���}���r���Q���z����m�O���L�T��ԇ����O�ù̶�������ۉm����Ӱ푻���ϵ��|�����z�����ϳ�Ʒ���ς}�ı������ܣ�ʹ�������Ҏ���r�g�ȵĜض��½������^10�档ͬ�r�����������O��(�ͱá�늙C��Ƥ���� �L�T������Ͳ�����m�}��) �M�Йz�顢���B������Ӱ푞r�����ϵ��������a��
����2.1.3 ��͜ض�
����SMA ����ϵİ�͜ضȳ���Ҏ��Ҫ���⣬߀������ʩ���F�������h���l������������SMA�����·�潵���^�죬������ض�횱���ͨ�r�����ϸ�10��20�����ҡ����ĿSMA����ϵİ�͜ضȿ�������: ���ϼӟ�ضȞ�190��205�棬SBS���Ԟr��ļӟ�ضȞ�160��170��,SMA����ϵij����ضȞ�175��185��, ���^195��Ļ���ϱ�횏U����
����2.1.4 ��͕r�g
����SM A ����ϵİ�͕r�g����ԇ��_������횴_�����в�����ȫ����������o�����ϡ����x
�������������C�w�S���ϳ�־���ط�ɢ�ڻ�����С������̻���ϰ�͕r�g��ԇ��_����55s��
����2.1.5 �����ԇ��
���������ʩ��ǰ횽��^ԇ�裬�����ָ���M�Йz�y�������{�����ƅ�����ԇ��r���z������
������͵ľ����ԁ��_���m�˵İ�͕r�g; �z�y����Ϟr�ຬ�������ϼ����Ƿ�������a��ϱȵ�Ҫ����{��Ӌ��ϵ�y�������O��; �z�y����ϳ����ضȁ��{�����Ϻ͞r��ļӟ�ضȡ�
����2.2 �\ݔ
����2.2 .1 �\���_��
�����\ݔ܇�Ĕ�����������͙C�a�����\ݔ�d�ء�����ٶȡ��\ݔ���x���Ⱥ�ж�ϕr�gӋ��_�������\�����^��������͔���ٶ���������, ʹ��䁙Cǰ������3��5 �v�\��܇�����Ŀ��Ӌ�����\��܇16�_�������\���M�������{����
����2 .2 .2 �b���\ݔ
�����b�Ͽɲ��ð��ֱ��ж�ϻ��ς}�b�ϣ����˷�ֹ����ϝL���ڃ�߅��ǰ����ɹ����x����
�����b�ϕr�����Ų��܇λ���քe���\ݔ܇��ǰ���С���3 ̎���b, �@����ж܇ж�ϕr,����ʹ����Ϻ�С�����ٴλ�ϡ��\��܇ÿ��ʹ��ǰ������߸Ƀ�, ��܇����Ϳ���Ӹ��x����ֹ�r��ճ�Y���\ݔ�^���л����Ҫ��ɻ��������ȫ�渲�w�����M�б��ط���, �eע��܇�^���ɂ�©�L����ɟ����pʧ�ͻ҉m��Ⱦ��
����2 .2.3 �����ж܇
�����r�������ڔ�䁬F���{�ν��գ����ضȲ������ѽY�K�����ܲ���ʹ��; ����ð�{�����ן�����Ⱦ�^���صĻ���ϲ������; �ѽ��x����Y��Ӳ�����F�K��ж�ϕr����܇�ϵĻ���϶����U
���������\��܇�ڔ�䁙Cǰ10��30cm ̎ͣס�ՙn�Ⱥ�, �ɔ�䁙C�Ƅ�ǰ�M�_ʼ����ж��, ����ײ����䁙C��SMA����Ϟr�ຬ���^��, ÿ��ж�ϱ�횵�����ֹӲ�Y���������䁙Cж���^����
����������םL�����϶��ɂ�, ���ж�ϕr����܇���Ƕ�����, ʹ��������w�»��Է�ֹ�������
������ȝL�ӺͶѷe���\��܇ͣ܇��ж�r, ��Ҫ�^��ҵ����w���Է��ضȽ����^�졣
����2.3 ����ϔ��
����2.3.1 ����O���x��
����SMA����ϲ����Ď�ʽ��䁙C���, һ�_��䁙C�Ĕ�䁌��Ȳ��˳��^6m , ����^8m��
�������ٹ�·��һ����·�˲���2 �_������_����ͬ��̖�Ĕ�䁙Cǰ���e�_10 m ���ҳ������ʽ��
�����, �����C�ɷ�֮�g�Ŀv��ӿp���ӿp��
����2.3.2 ����ٶȿ���
������䁙C�Ĕ���ٶȑ�������͙C�Įa����ʩ���Cе��������r����䁺�ȡ����������x��,
�������������������B�m���g��ؔ�䁡�����^���в����S��׃�Q�ٶȻ���;ͣ�C��SMA�����
�����Ĕ���ٶ�ͨ�������^1��2m/min����p�ٔ�䁙Cͣ�D�Δ�, ��䁙Cǰ����Ҫ��3�_���ϵ��\��
����܇�Ⱥ����ü��к��ϡ����Д�䁷�ʽ��
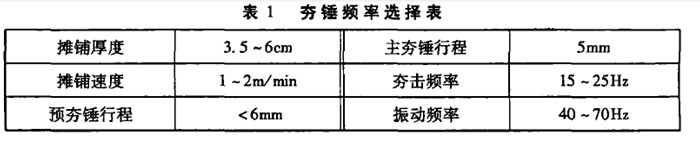
����2.3.3 ���N�l���x��
����·�攂䁺�, ��ʼ������Խ��, ��·�C�뉺�r������ԽС, ��ƽ����Խ����, �����N�l���^
������, ��ƽ����ܳ��Fؓ�A�ǡ��x���l�ʕr�����]��䁺�ȡ����ϷN����l��������ٶȵȵ�
����Ӱ�, �Ժ����ܶȁ�����, ���ij�ʼ�������_��82��86%���ˡ����N�l�ʵ��x��Ҋ��1��
����2.3.4 ��䁜ضȿ���
����SMA���Ԟr�����ϵĔ�䁜ضȿ��ƘO����Ҫ, �Pϵ��·��ĉ����Ⱥ��;��ԡ�����ʹ���˸��Ԟr����w�S������, ����ϵĔ�䁜ض��˞�160��180��, ��͔�䁜ض��c���P�ӵı���ضȼ���䁌Ӻ�����P, �ɰ�Ҏ�����Կ��]??�ضȵ���140�� �Ļ���Ͻ�ֹʹ�á�·��ضȵ���15��r���˔�䁡�
����2.3 .5 ��䁙z��
�������ǰ, ��䁙C���{������Ѡ�B, �{���������������ɶ˵��Ԅ���λ��, ��ʹ���T�_�ȡ�
����朰����������ٶȺ��������������D����ƥ�䡣�����������е�������������������������, ʹ��ƽ��ē���ǰ�������ȫ�������ȱ���һ�¡���䁙C���ǰ��ͣ�C���ϕr������ƽ���A�ᵽ120������, ����^�����϶�ʼ�KҪ���ֲ�����1/2 �Ĵ��ϡ���_��·��������B�m�Լ�ƽ����,Ҫ�����z���Ď����Ƿ�Ƀ�, У������Ҫ����, ��Ҫ��׃�ٺ�ͣ�D����䁙Cʩ���^���к��N����ƽ�������l��Ҫ�_����ѳ̶�, ʹ����ϔ�䁺�����^�õij�ʼ�܌���, �p�p�뉺�r�����Ƴ̶ȡ�
����2.3.6 �������
�����r�����һ�㲻���˹�����, ֻ����������r��, ��ֲ��x�����ӿp����׃���������
����̎, ���ڹ����ˆTָ����, ���S���˹����a����Q����ϡ��r���������^��ĵط�, ����
����4.75mm �Y�²��ּ����a��ȱ��, �^���ؕr�����P��, ���{����䁙C����M��䁹�ˇ��
����2 .4 ����
����2.4.1�뉺�Ļ���Ҫ��
����SMA����ϵĉ����DZ��C�r��·���|������Ҫ�h��, �뉺��ʽʩ��ǰ, ������ԇ���Դ_�������ĉ�·�C�M�Ϸ�ʽ���뉺���E���뉺�r����ѭ"�ߜؾo�����������������l�ͷ�����߅����"��ԭ�t, ����·�C��횾o���ڔ�䁙C����, ���ڸߜؗl�����뉺����ȡ�����Ч��; ������ָ�뉺�ٶȲ��ó��^5km/h ; ���l�ͷ���ָ���x���l�ʸߡ����С�ĉ�·�C�M���뉺, �@�����SMA�ĉ�����, ��ֹʯ�ϓp��, ����ʯ�������õ���Ǻ�Ƕ�D���þ�����Ҫ���á��������������뉺�^��, ʹʯ�ϱ��������֬�ϸ�, �a��"�^�뉺����"��"�Ͱ�" �ȬF��; "��߅����"��ָ�뉺�r��������ȡ��ɵ�����M�С�����ԭ�t�lj������I�Ļ���Ҫ��
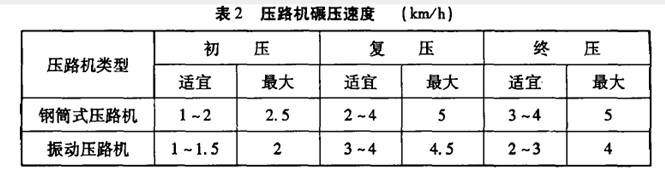
�������Ŀͨ�^Ӌ��, ��·�C�Ĕ���������5�_, �뉺�^�ΰ�20��25m����, �뉺�r�����뉺���دB����10��20cm���뉺�^�����O���˙z�y�ض�, ��������뉺�锵, ������Ч�뉺�r�g��ֹ����������^���뉺Ӱ�·���|�������ֹ��·�C݆��մ�����, �݆��·�C���m������ˮ�Բ�ճ݆��ȡ��뉺�r��·��������ͻȻ��׃, ���ӡ�ֹͣ��횜p��, ����ͻȻ�x܇�Ƅ�, ������;ͣ����δ��s���͵Ğr�������ϲ���ͣ�ʼn�·�C������܇�v��
����2, 4.2 �뉺�锵���ضȵĿ���
���������^��һ��֞�������͉��ͽK�����������뉺�r���������͉��ͽK�����o���r�����
�����C��������M���뉺��
��������: ���Ŀ����2�_DD-130�p�݆��·�C�o��1 ��, �����ضȲ��õ���155�� , �������ض��^�͕r, SBS���Ԟr��ճ�ȸߡ���ʯ�ȴ�, �ؽ��^���y�ԉ���, ���^���뉺�͕����F�ѿp��
�����͉�: ���Ŀ����2�_DD-130�p�݆��·�C��·������뉺3��, �͉��ضȿ�����140��150��r���ˡ�
�����K��: ���Ŀ����1�_���R�p�݆��·�C��·���M�������չ��뉺1 ��, ������݆�E��
��������ʩ�����, �K���ضȲ��õ���110��, �����뉺���L�Ȳ��ܳ��^50m��
������·�C�뉺�ٶȿ���Ҋ��2��
����2.5 �ӿp̎��
����2.5. 1 �v��ʩ���p
����������2�_��䁙C����꠷�ʽ�M�Д�����I�r, �v��ӿp�����ß�ӿp, ���_��䁙C����˞�10m ����, �����^�L�����ӿv�p���e�_15cm ����, ��ֹ�ӿp�دBӰ�·�����w�Ժͷ�ˮЧ����
����2 .5.2 �M��ʩ���p
�����M�ӿp���|��ֱ��Ӱ�·��ƽ���ȡ����m�ԡ��M�ӿp������ƽ�ӿp��������s���SMA����Ϸdz���Ӳ, ��������ǰһ���뉺��ɺr�и��ߡ��ɿp�����w����: ��3m ֱ����·���v������ʩ���ζ˲�, ���ֱ�߳ɑұ۠�, ����ʩ��·���cֱ��Ó�x�c�����ӿpλ��, ��䏿p�C���F菸��R���P���U��,���_ϴ�Ƀ����M�ӿp���mʩ��ǰ��Ϳˢճ���Ͳ�����ƽ�������·�����A��������ϔ��;�뉺�r���݆��·�C���ڿv��5��10m �����ȁ���б��, �ٙM��2��4m�뉺,�����������˹�������ƽ��։����B��ƽ혡�
����3 �Y���Z
�����C������, ʩ����ˇ�^�̌�SMA�r��·����|��Ӱ푺ܴ�, ��횳���J�RSMA�r�����ϵ����c, ��������ʩ���O�䡢����ʩ����ˇ�^�̵�ȫ��λ���ƺ���, ���ܱ��CSMA�r��·����|����
SCI�ڿ�Ŀ�
���T�����ڿ�Ŀ�
SCIՓ��
- 2025-01-254��������ԃr��SCI�ڿ����]��
- 2025-01-23�Ԅӻ��c����ϵ�y4�^�ڿ�IMA J M
- 2025-01-23��SCI�ܸ��������Щ������
SSCIՓ��
- 2025-01-25ͨ�^�ʸ�!���]6�����ðl��ˇ�gSS
- 2025-01-22�Z�Ԍ��I�о����m��Ͷ�������ڿ�
- 2024-12-24�����ssci�ڿ���ȫ����������ss
EIՓ��
- 2025-01-24�������eiՓ��ˮƽ
- 2024-12-282024.11��EI�ڿ�Ŀ䛣�����18��
- 2024-12-262025�꼴���e�k���t�W���H���h
SCOPUS
- 2025-01-24scopus�l�����¸�ʽ��ָ��
- 2024-11-19Scopus��䛵Ľ���������ڿ�
- 2024-05-29scopus�����Щ������ڿ�
���g��ɫ
- 2024-11-22���H�����ڿ��l��Փ�đ�ԓ��ʲô
- 2024-11-22���H���Ľ̎����ڇ��H�����ڿ��l
- 2024-11-22���H�����ڿ��u�Q���J��
�ڿ�֪�R
- 2025-01-24�ڿ��κˡ��p����ʲô��˼
- 2025-01-23���н�ͨ�lչ���P�����m��Ͷ����
- 2025-01-21�������w�W�����ڿ��ϼ�
�l��ָ��
- 2025-01-25Փ��Ͷ��ǰҪ�z����Щ����?
- 2025-01-24�t�W�о����Į��IՓ���x�}�v��
- 2025-01-23�����Ļ������Փ���īI39ƪ