CA6140��ͨ܇(ch��)���Ĕ�(sh��)�ػ�����
�r(sh��)�g��2012��05��29�� ���(l��i)�����]Փ�� �Δ�(sh��)��
ժҪ����ͨ܇(ch��)���Ĕ�(sh��)�ػ�����ָ�ڬF(xi��n)���O(sh��)����A(ch��)�ϣ�ͨ�^(gu��)������Ͷ�Y��(du��)��ͨ܇(ch��)���C(j��)е�O(sh��)���M(j��n)�к�(ji��n)�θ��죬���Q늚����ϵ�y(t��ng)���Ķ��_(d��)����ߙC(j��)���ӹ����ȡ���(sh��)�F(xi��n)�Ԅ�(d��ng)�����a(ch��n)��Ŀ�ġ�
����ժҪ����ͨ܇(ch��)���Ĕ�(sh��)�ػ�����ָ�ڬF(xi��n)���O(sh��)����A(ch��)�ϣ�ͨ�^(gu��)������Ͷ�Y��(du��)��ͨ܇(ch��)���C(j��)е�O(sh��)���M(j��n)�к�(ji��n)�θ��죬���Q늚����ϵ�y(t��ng)���Ķ��_(d��)����ߙC(j��)���ӹ����ȡ���(sh��)�F(xi��n)�Ԅ�(d��ng)�����a(ch��n)��Ŀ�ġ������P(gu��n)�I�~����ͨ܇(ch��)����(sh��)�ػ��ŷ�PLC��λģ�K
�����ƌW(xu��)���g(sh��)�����(hu��)���a(ch��n)�IJ���l(f��)չ����(du��)�C(j��)е�a(ch��n)Ʒ���|(zh��)�������a(ch��n)�������Խ��(l��i)Խ�ߵ�Ҫ�C(j��)е�ӹ���ˇ�^(gu��)�̵��Ԅ�(d��ng)���nj�(sh��)�F(xi��n)����Ҫ�����Ҫ��ʩ֮һ�������H��������a(ch��n)Ч�ʣ��������a(ch��n)�ɱ���߀�܉�����ƹ��˵Ąڄ�(d��ng)�l����
����ȫ���ܵĔ�(sh��)��ϵ�y(t��ng)�mȻ�����S�������dzɱ�ƫ�ߣ��҇�(gu��)һ�����С��I(y��)ُ(g��u)�����y��������С����I(y��)���˰l(f��)չ���a(ch��n)��������a(ch��n)Ч�ʣ�ϣ����(du��)ԭ�ЙC(j��)���M(j��n)�и��죬�_(d��)����(sh��)�ػ����Ԅ�(d��ng)�����������I(y��)���Ј�(ch��ng)��(j��ng)��(zh��ng)����Ŀǰ����I(y��)���д�������ͨ�C(j��)������ȫ�Ô�(sh��)�ؙC(j��)����Q���������ܶ�����ȫ����Ҫ����Q��(l��i)�ęC(j��)���e������(l��i)��(hu��)������M(f��i)��Ҫ��Q�@Щ��(w��n)�}����(y��ng)����ͨ�C(j��)���Ĕ�(sh��)�ظ���֮·��
������(sh��)�ظ���һ���nj�(du��)��ͨ�C(j��)����ijЩ������һ���ĸ��죬���ϔ�(sh��)���b�ã��Ķ�ʹ�C(j��)�����Д�(sh��)�ؼӹ������������Ŀ���������c(di��n)��
����1. ������Y��Ч�ʳ��l(f��)�������e���O(sh��)�䣬�l(f��)�]�C(j��)����ԭ�й��ܣ������¹��ܣ���ߙC(j��)����ʹ�Ãr(ji��)ֵ��
����2. ����������a(ch��n)Ч���M(j��n)�Д�(sh��)�ظ��죻
����3. �����m��(y��ng)��Ʒ�N��С����������a(ch��n)���M(j��n)�Д�(sh��)�ظ��죻
����4. ����ʹ���g(sh��)�ȼ�(j��)�^�͵Ĺ���Ҳ�ܼӹ������|(zh��)���Įa(ch��n)Ʒ�����������a(ch��n)Ч�ʶ��M(j��n)�Д�(sh��)�ظ��죻
����5. ���˜p������(g��)�O(sh��)���Ͷ�YӋ(j��)�����M(j��n)�Д�(sh��)�ظ��졣
���������@ЩĿ�Ķ����@һ�c(di��n)������ߙC(j��)�����ԃr(ji��)�ȣ����^�͵ijɱ��õ��^�ߵęC(j��)�����ܣ���ˣ���(sh��)�ظ����������(y��u)�c(di��n)��
����1. ���ڌ�(du��)�F(xi��n)�еęC(j��)����(sh��)�F(xi��n)�Ԅ�(d��ng)�������Ҍ�(zhu��n)�I(y��)�ԏ�(qi��ng)���o(w��)����ܣ�
����2. �p���o���ӹ��r(sh��)�g����ߙC(j��)�������a(ch��n)Ч�ʣ�
����3. ���͌�(du��)���˵ļ��g(sh��)Ҫ��
����4. �M(f��i)�õ������ɳ������ԭ�ЙC(j��)���O(sh��)�䣻
����5. �������ڶ̣��ɝM�����a(ch��n)���衣
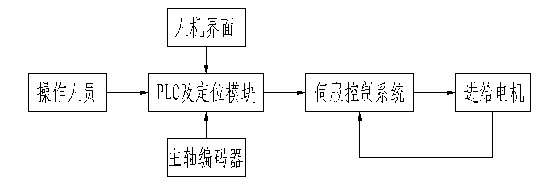
��������(j��)���Ϸ��������O(sh��)Ӌ(j��)�x��(du��)CA6140��ͨ܇(ch��)���M(j��n)�Д�(sh��)�ظ��죬���ÿɾ������������PLC���M(j��n)�и��죬�����ŷ�ϵ�y(t��ng)��(du��)�v���M�S�M(j��n)�а��]�h(hu��n)���ƣ���ͬ�r(sh��)��(sh��)�F(xi��n)���w���F�w�ļӹ���
����һ.�����O(sh��)Ӌ(j��)
����1. ����ϵ�y(t��ng)��D��
����2. �����_(t��i)����(d��ng)��ʽ
�����鱣�C����(d��ng)���Ⱥ�ƽ��(w��n)�ԣ��x�ÝL��z�܂���(d��ng)��������߂���(d��ng)���ȡ������g϶�Լ����͜��������،�(du��)���ȵ�Ӱ푣������A(y��)��ؓ(f��)�ɽY(ji��)��(g��u)������Ŀ���nj���ͨ܇(ch��)������麆(ji��n)���͔�(sh��)��܇(ch��)�����Ѓɂ�(g��)�����ɹ��x���Ç�(gu��)�a(ch��n)���ה�(sh��)��ϵ�y(t��ng)�Ͳ���ͨ�ÿ�������PLC�����@���x���һ�N���O(sh��)Ӌ(j��)ԭ�t�DZM���p�ٙC(j��)���Ą�(d��ng)�������ͳɱ����@�ӳɱ��^�Ͷ���ϵ�y(t��ng)���^��(w��n)�������g(sh��)���죬�ŷ�늙C(j��)���Ç�(gu��)�a(ch��n)늙C(j��)���a�P(p��n)����8192���ɝM��Ҫ�����ԃr(ji��)�Ⱥã���؛���ڶ̣������ں��ڷ���(w��)��
�����ڙC(j��)е�Y(ji��)��(g��u)�ϣ����ԭ�C(j��)�����M(j��n)�o�������䡢����(d��ng)�z�ܵȣ������ŷ�늙C(j��)�(q��)��(d��ng)���L��z�܂���(d��ng)�����ÙC(j��)��ԭ�v�M(j��n)�o�估���мܵļӹ��棬���b�v���M(j��n)�o�L��z�ܙC(j��)��(g��u)�������܉�܇(ch��)���ݼy�������S���a����ȡ���C(j��)��ԭ��݆���֣���������ğo(w��)�ÙC(j��)��(g��u)��ϵ�y(t��ng)�Ŀ��w��D������ʾ��
������.���ӹ����ܵČ�(sh��)�F(xi��n)
����1. �ӹ��A���S
�����������˙C(j��)�������x��ӹ��(l��i)�e���S���F�w�ǡ����w���ݼy����Ȼ��ݔ������(y��ng)�εļӹ�����(sh��)���ɡ�
����2. �ӹ��F�w��
�����ɶ�λģ�KFX2N-20GM��ֱ�����a(b��)���܌�(sh��)�F(xi��n)�����˙C(j��)�������x��“�F�w��”�ӹ��(l��i)�e���{(di��o)�ö�λģ�K����(y��ng)�ӹ�����?q��)��F(xi��n)��
����3. �ӹ����w
�����ɶ�λģ�KFX2N-20GM�ĈA�����a(b��)���܌�(sh��)�F(xi��n)�����˙C(j��)�������x��“���w”�ӹ��(l��i)�e���{(di��o)�ö�λģ�K����(y��ng)�ӹ�����?q��)��F(xi��n)��
����4. �ӹ��ݼy
�������˙C(j��)�������x��“�ݼy”�ӹ��(l��i)�e�����ö�λģ�KFX2N-20GM�ք�(d��ng)�}�_�l(f��)�������܌�(sh��)�F(xi��n)���������S���a�����ڶ�λģ�K���ք�(d��ng)�}�_�l(f��)����ݔ��ӿ��ϣ���(sh��)�F(xi��n)�M(j��n)�o�����S늙C(j��)��(li��n)��(d��ng)���Ķ���(sh��)�F(xi��n)�ӹ��ݼy��Ŀ�ġ�
�����ɱ����㣺���M(j��n)�o�S늙C(j��)���s3000Ԫ��
�����|����6�磬�s1500Ԫ��
����PLC�s3000Ԫ��
����20GMģ�K���s4700Ԫ��
����X�S�z�ܣ�4��(j��)���ȣ�500Ԫ��
����Z�S�z�ܣ�4��(j��)���ȣ�3000Ԫ��
������Ӌ(j��)��15700Ԫ
�����������Ԫ�����x���ձ����⣬���x�Ç�(gu��)�a(ch��n)���Ԫ���ɱ�߀�ɽ��ͼs3000Ԫ��
����
���������īI(xi��n)��
������1�����C(j��)���O(sh��)Ӌ(j��)�փ�(c��)���C(j��)е���I(y��)�����磬1986��12��
������2������������ԭ�����Ї�(gu��)���I(y��)�����磬1985��
������3�����C(j��)����(sh��)��ϵ�y(t��ng)���C(j��)е��ӹ����M(j��n)��W(xu��)��1992��
����
����
����
����
����
����
��һƪ�����P(gu��n)��(sh��)�ؙC(j��)�����O(sh��)Ӌ(j��)��(y��ng)��̽ӑ
��һƪ�����P(gu��n)��(sh��)�ؙC(j��)���Ĝy(c��)�����g(sh��)�c����̽ӑ
���P(gu��n)�������]
��(zhu��n)�I(y��)�I(l��ng)���Q(ch��ng)��(zhu��n)�}
SCI�ڿ�Ŀ�
���T(m��n)�����ڿ�Ŀ�
SCIՓ��
- 2025-01-254�������(l��i)���ԃr(ji��)��SCI�ڿ����]��
- 2025-01-23�Ԅ�(d��ng)���c����ϵ�y(t��ng)4�^(q��)�ڿ�IMA J M
- 2025-01-23��SCI�ܸ��������Щ������
SSCIՓ��
- 2025-01-25ͨ�^(gu��)�ʸ�!���]6�����ðl(f��)��ˇ�g(sh��)SS
- 2025-01-22�Z(y��)�Ԍ�(zhu��n)�I(y��)�о����m��Ͷ�������ڿ�
- 2024-12-24�����(l��i)ssci�ڿ���ȫ����(l��i)������ss
EIՓ��
- 2025-01-24�������eiՓ��ˮƽ
- 2024-12-282024.11��EI�ڿ�Ŀ䛣�����18��
- 2024-12-262025�꼴���e�k���t(y��)�W(xu��)��(gu��)�H��(hu��)�h
SCOPUS
- 2025-01-24scopus�l(f��)�����¸�ʽ��ָ��
- 2024-11-19Scopus��䛵Ľ��������(l��i)�ڿ�
- 2024-05-29scopus�����Щ�����(l��i)�ڿ�
�ڿ�֪�R(sh��)
- 2025-01-24�ڿ��κˡ��p����ʲô��˼
- 2025-01-23���н�ͨ�l(f��)չ���P(gu��n)�����m��Ͷ����
- 2025-01-21�������w�W(xu��)�����ڿ��ϼ�
�l(f��)��ָ��(d��o)
- 2025-01-25Փ��Ͷ��ǰҪ�z����Щ��(n��i)��?
- 2025-01-24�t(y��)�W(xu��)�о����Į��I(y��)Փ���x�}�v��
- 2025-01-23�����Ļ������Փ���īI(xi��n)39ƪ