���a���ڹ��S��ʹ�ü���Ҋ����̎��
�r�g��2020��02��12�� ����ƌW���gՓ�� �Δ���
����ժҪ:���a���nj���̖���M�о��ơ��D�Q�������ͨӍ����ݔ�ʹ惦����̖��ʽ���O�䡣���a�������T��ă��c���ڹ��I�еđ���Խ��Խ�V��������ʹ���^����Ҳ���й��ϰl������B�������܈�S��Ĺ��a���ڑ����г�Ҋ�Ĺ��ϣ�����˽�Q���������U�����ھ��a�������Мp�ٹ��ϵľ��w��ʩ�ͷ�����
�����P�I�~:���a��;���a�P;�^��ʽ���a��;����ʽ���a��
�����Cе���̎�Փ�ķ�����x�����ؙCе����ԭ���\���c�z�z�y
�����S�����ؙCе�Ĵ���ʹ�ã����ؙCе�Ĺ��ϳɞ�ܶ���I�о�������֮�أ���I���ܶ����ؙCе�M�й��ϙz�y��ͬ�r�������ؙCе�Mһ���{�飬���Y�����ؙCе�ڌ��Hʹ���н������F�Ĺ��ϣ��������M�з��������Y���@Щ���ϳ��F��ԭ���Լ��A����ʩ���Ա��C���ؙCе�Č��Hʹ��Ч����
����1���S���þ��a������ԭ��
����1.1��Ĺ����õľ��a��
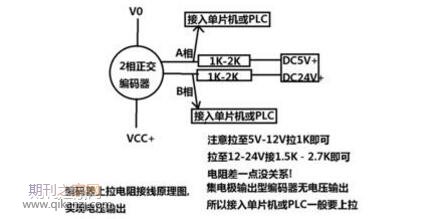
�������伯�F�V�|���P��F����˾(���º��Q“���”)��܈�S��Ĺ����õľ��a�������ͷN��^�࣬�������ٶȷ����ľ��a��������λ�÷����ľ��a�����քe���������a���ͽ^�����a�������ʽ���a���Ĵa�P��һ�K�A�εĹ�W�������������ฯ�g��ˇ���ڴa�P�Ͽ̳���Ͳ���Ĵa�Ρ������ù���D�QԪ��������|ʽ���a���ˢ����늾��a���ľ���ȡ�Q�ڴa�P�ľ��ȡ�������Ҫ��B���ʽ�a�P���a���Ĺ���ԭ����
����1.2���λ�Ɯy��ϵ�y
������ł�������һ�N�ܰ�λ���D���锵����ݔ���Ĕ���ʽ��������
����1.2.1��ŵĜy��ԭ��
����������ڻ��w�Ͽ��о���ֲ��l�y�Ĺ�WԪ���������Ҫ�ɘ˳߹�š�ָʾ��š���·ϵ�y���Ԫ���ȽM�ɡ��˳߹�ŵ���Ч�L�ȼ���y��������ʹ�Õr�ɹ����دB������֮�g��С�Ŀ�϶d��W��ž࣬ʹ����һƬ�̶�����һƬ�S�����y���w�Ƅӣ����Ɍ��Fλ�Ɯy����
����1.2.2Ī���l�y
�������c��ž��y���´�ֱ�ķ����Ϯa�������������g�ėl�y���@Щ�l�y�Q��“Ī���l�y”��Ī���l�y���g���c�ɹ�ž��y�A��θ֮�g���Pϵ��:B=W2sinθ2≈Wθ�ڃɹ���ؿ̾��Ĵ�ֱ�����������Ƅӕr��Ī���l�y�ڿ̾������Ƅӡ��ɹ�������Ƅ�һ���ž�W��Ī���l�yҲͬ���Ƅ�һ���g��B����Wһ���r��θԽС���tBԽ���ஔ�ڰіž�Ŵ���1/θ��������˜y���`���ȡ�һ���θ��С��W���������s0.01mm����B���Ե�6��8mm������������Ӿ�·���ԅ^�ֳ�B/4�Ĵ�С����˿��Էֱ��W/4��λ����������W=0.01mm�Ĺ�ſ��Էֱ�0.0025mm��λ�������ܷ⣬�Է�ֹ���ۡ��҉m���Fм�ȵ���Ⱦ��
����1.2.3�q���·
�����ɂ����1/4Ī���l�y�g��Ĺ��Ԫ���������Եõ����π/2�����̖u1��u2�������������D�Q�Ƀɂ�������̖u1’��u2’���������A�����Ƅӕr��u1�����·��a�����}�_���ðl����u2’̎��“l”�ƽ�r���Ķ���Ylݔ��һ��Ӌ���}�_;��u1’�����ಢ�ֺ�a�����}�_�t�cu2’��“0”�ƽ�������c�TY2���������]���}�_ݔ�����������C�����Ƅӕr��u1’�����}�_�l����u2’��“0”�ƽ�r���c�TY1�o�}�_ݔ��;��u1’�ķ������}�_�t�l����u2’��“1”�ƽ�r���c�TY2ݔ��һ��Ӌ���}�_�����ǿ��Ը����\�ӷ������_�ؽo����Ӌ���}�_��pӋ���}�_���ٌ���ݔ�����Ӌ���������Ɍ��r�@ʾ��������ij�������c��λ��������ŵ����c:���ʽλ�Ƃ��������зֱ�����(���_1μm���С)���y��������(����������)���ӑB�������ȃ��c�������ڌ��F���ֻ��y�����Ԅӿ��ƣ��ǔ��ؙC���;��ܜy���Б����^�V�ęz�yԪ������ȱ�c�nj�ʹ�íh��Ҫ���^�ߣ��F��ʹ��Ҫ��
����1.3�S�Ǿ��a��
����1.3.1��늱P
������늱P��һ�N��εĹ��ʽ�D�ǜy��Ԫ����늱P�b�ڻ��D�S�ϣ��S����һ���b���X݆��ԓ�X݆�c���X݆���X�l���ϕr���Ɏ��ӹ�늱P���D�����D�SҲ����ֱ�ӱ����S��z���ӡ���늱P���ڹ�Դ��늹�֮�g������늱P�D�ӕr����늹ܰ�ͨ�^��늱P��ڰ�����ĺ��������Ĺ���̖�D�Q����}�_��̖�������Ρ��Ŵ��l��Ӌ�����g�a��ݔ�����@ʾ�����ڹ�늱Pÿ�D�l�����}�_����׃�������}�_�����ɜy�����y�S���D�ǻ��D�١�Ҳ�ɸ��������b�õ��ٱȓQ���ֱ���\�әC����ֱ��λ�ơ�������ڰ��σɗl�M�p����̖���Ⱥ�������Єe��늱P�����D����늱P���쾫���^�ͣ�ֻ�ܜy����ֵ�����ܭh���ɔ_�����Զ����ں����ͺͽ����͔��ؙC���ϡ�
����1.3.2���a�P
�������a�P�ǰѱ��y�D��ֱ���D�Q���������a�ęz�yԪ�������a�P�й��ʽ�����|ʽ��늴�ʽ3�N�����ʽ�a�P��Ŀǰ�����^���һ�N�������������ϵĈA�P�Ͼ��_��ӡ���϶��M�ƾ��a���a�P�ϸ��A�h�քe����һλ���M�ƵĔ��ִa������ͬһ���a����ӡ�ƺڰ��g��D�����γ�һ���a����ɫ����^�Ͱ�ɫ��^�քe�������M�Ƶ�“0”��“1”����һ����λ��늴a�P�ϣ�����Ȧ���ִa�����ڈA�ܷ����ȿɾ����a����16���������r���a�P��һ߅���ß��⣬��һ߅���ù�늽����b�ã�ÿ����λ������һ����늹ܼ������Ŵ������·���a�P�D����ͬλ�ã����Ԫ�����ܹ���̖�����D�����������̖�����Ŵ����κɞ��������a���̖��
����2���a����Ҋ���ϼ���Q��������
������䓰�Ĺ��a��ʹ���н������F���N���ϣ�Ӱ푾������a����ɽ����pʧ������һ��̎���������¡�1)���a���������ϡ�ָ���a������Ԫ�������ϣ������䲻�ܮa����ݔ�����_�IJ��Ρ���Ҫԭ���Ǿ��a�������|������ʹ�������ѽ����L���@�N��r������Q���a����2)���a���B����|���ϡ��@�N�����^��Ҋ��ͨ���龎�a����|��·����·����|������̎�������ǓQ��|����^��ͬ�rע���Ƿ���������|�̶����o������Ʉ������_�����·�����ǣ��迨�o��|��3)���a��+5V�Դ�½���ָ+5V�Դ�^�ͣ��������ܵ���4.75V���^��ԭ���ǹ���Դ���ϻ��Դ������|��ֵƫ�������p�ģ��@�r�z���Դ����Q��|��
����4)�^��ʽ���a��늳�늉��½����@�N����ͨ���к��x���_�Ĉ����á��@�r����Q늳أ���������cλ��ӛ���Gʧ��߀횈����ػ����c������5)���a����|���ξ�δ�ӻ�Ó�䡣������ɔ_��̖��ʹ���β�������Ӱ�ͨ�ŵĜʴ_�ԣ��@�r�������ξ��M�пɿ��ĺ��Ӽ��ӵء�6)���a�����b�Ʉӡ�Ӱ�λ�ÿ��ƾ��ȣ����ֹͣ���Ƅ���λ��ƫ�����������һ�_�C���a���ŷ�ϵ�y�^�d����Ҫ�eע�⡣̎�������Ǿo���S�B���ݽz�;��a���̶��ݽz��
����7)�����Ⱦ����̖ݔ�������½��������Ó֬��մ�oˮ�ƾ��p�p�������ۡ�
����3���a�����Ͻ�Q��ע�����
����1)�������D���a��ʹ�Ñ�ע���x�ͣ���Ҫ3����ą�����a)�Cе���b�ߴ磬������λֹ�ڣ��S�������b��λ;��|������ʽ;���b���g�w�e;�����h�����o�ȼ��Ƿ�M��Ҫ��b)�ֱ��ʣ������a�������rÿȦݔ�����}�_�����Ƿ�M���OӋʹ�þ���Ҫ��c)늚�ӿڣ����a��ݔ����ʽ��������ݔ��(F��HTL��ʽ)��늉�ݔ��(E)����늘O�_·(C����ҊC��NPN��ݔ����C2��PNP��ݔ��)���L������ݔ������ݔ����ʽ���������ϵ�y�Ľӿ��·��ƥ�䡣2)ע�⾎�a���Դ��PLC���B�ӡ���Ĺ��a���Ĺ����Դ��3�N:5Vdc��5��13Vdc��11��26Vdc��11��26Vdc�ľ��a��ȡ��PLC��24V�Դ����ע�����:a)���a���Ĺ��ģ���PLC���Դ���ʷ����ȡ�
����b)���a�����Dz���ݔ�����B��PLC��I/O�c�����˽⾎�a������̖�ƽ������ʽݔ��߀�Ǽ�늘O�_·ݔ������늘O�_·ݔ���ģ���N�ͺ�P��2�N�����cPLC��I/O�O����ͬ������ʽݔ���B�ӄt�]�І��}��c)���a����������ݔ����һ����̖�ƽ��5V���B�ӕr횷�ֹ24V�Դ�ƽ����5V����̖�ж��p�ľ��a������̖�ˡ�3)�ų����a���ܸɔ_��Ӱ푡��ںܶ����r֮�£����a���]�Љģ�ֻ���ܸɔ_����ɲ��Ͳ��ã�����Ӌ�����ʡ��@��Ҫ��龎�a���܇��ɔ_���^���أ�����:��늄әC�\�У�늺��C�l�����ӣ��c������ͬһ�ܵ���ݔ�ȡ�4)���a�������Дೣ�ò��E��a)�ų�(���x���P�]�����x)�ɔ_Դ��b)�Д��Ƿ��Cе�g϶��Ӌ�`�c)�Д��Ƿ�����ϵ�y�;��a�����·�ӿڲ�ƥ��(���a���x���e�`)���Д��Ƿ��Ǿ��a���������ϵĺ��η������ų���:�Q1�_��ͬ��̖�ľ��a����������ϬF����ͬ���t���ų����a�����ϣ������������ų����t���ж��Ǿ��a�����ϡ�
����4�Y�Z
����ͨ�^�������܈�S���幤�a���\���^���д��ڵĆ��}�M�з���������˽�Q���}�Č��H�����ʹ�ʩ����ȡᘌ��ԵĴ�ʩ���a���Ĺ��ϕr�g���p�٣������ʴ�����͡����a�������mȻ���^���s����ֻҪ�����乤��ԭ�����ϵĻ����������a��ԭ��ƽ�r������e�۽����ܿ��١��ʴ_���Д���ϵĸ�Դ���Ķ���ȡ��Ч��ʩ�����ʹ�÷����ԡ�
SCI�ڿ�Ŀ�
���T�����ڿ�Ŀ�
SCIՓ��
- 2025-01-254��������ԃr��SCI�ڿ����]��
- 2025-01-23�Ԅӻ��c����ϵ�y4�^�ڿ�IMA J M
- 2025-01-23��SCI�ܸ��������Щ������
SSCIՓ��
- 2025-01-25ͨ�^�ʸ�!���]6�����ðl��ˇ�gSS
- 2025-01-22�Z�Ԍ��I�о����m��Ͷ�������ڿ�
- 2024-12-24�����ssci�ڿ���ȫ����������ss
EIՓ��
- 2025-01-24�������eiՓ��ˮƽ
- 2024-12-282024.11��EI�ڿ�Ŀ䛣�����18��
- 2024-12-262025�꼴���e�k���t�W���H���h
SCOPUS
- 2025-01-24scopus�l�����¸�ʽ��ָ��
- 2024-11-19Scopus��䛵Ľ���������ڿ�
- 2024-05-29scopus�����Щ������ڿ�
���g��ɫ
- 2024-11-22���H�����ڿ��l��Փ�đ�ԓ��ʲô
- 2024-11-22���H���Ľ̎����ڇ��H�����ڿ��l
- 2024-11-22���H�����ڿ��u�Q���J��
�ڿ�֪�R
- 2025-01-24�ڿ��κˡ��p����ʲô��˼
- 2025-01-23���н�ͨ�lչ���P�����m��Ͷ����
- 2025-01-21�������w�W�����ڿ��ϼ�
�l��ָ��
- 2025-01-25Փ��Ͷ��ǰҪ�z����Щ����?
- 2025-01-24�t�W�о����Į��IՓ���x�}�v��
- 2025-01-23�����Ļ������Փ���īI39ƪ